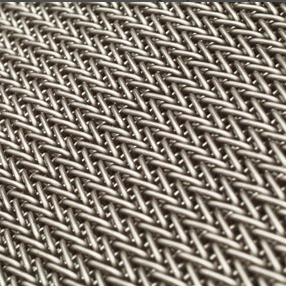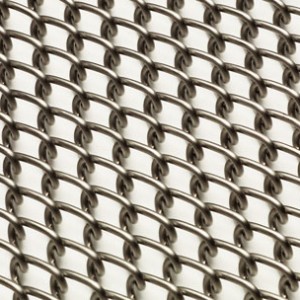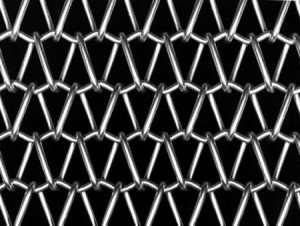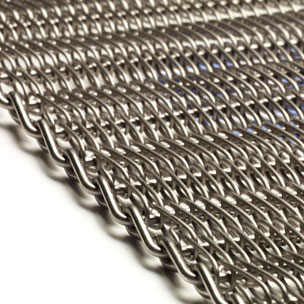
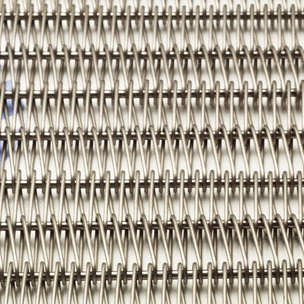
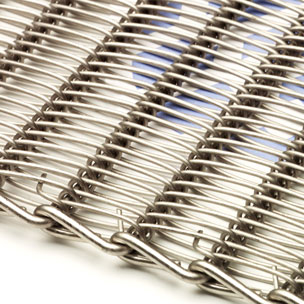
Flat Spiral är konstruerad av omväxlande vänster- och högerhandsspiralspolar, som är sammanvävda och sammanfogade av sammankopplade tvärstänger.
Flat Spirals alternerande nätdesign hjälper till att minska spårningsproblem som orsakas av att bältet svänger åt sidan.De små öppningarna som finns i bältets konstruktion ger slutanvändarna en platt transportyta som är lämplig för produkter som är benägna att glida igenom mer öppna nätdesigner.
Bandet kan levereras med svetsad, stegad eller krokkant och används i en friktionsdriven transportör.Flat Spiralcan levereras även med kedjekanter när en positiv drivkonfiguration krävs.Flat Spiral levereras oftast i rostfritt stål av grad 304, men andra material finns tillgängliga på begäran.
Kanttillgänglighet

Laddered Edge (LD) – endast mesh
Stegar med tvärtråd är standardkantfinishen för Flat Spiral-bälten.Bältets kant är slät och ger mer bälteskantsflexibilitet.Den används ofta där svetsar inte är önskvärda för applikationen.Det är också mer effektivt i högtemperaturapplikationer eftersom den stegade kanten inte är under driftbelastning vid användning och därför mindre benägen att brottas.

Krokkant (H) – endast nät
Mindre vanlig än den stegade kanttypen används krokkanten också ofta där svetsar inte är önskvärda för applikationen.Det är också ett alternativ i applikationer där svetsanläggningar inte är tillgängliga.Bältets kant är slät och tillåter bälteskantsflexibilitet.

Svetsad kant (W) – endast nät
Detta arrangemang är mindre vanligt än antingen stegen eller krokkanten eftersom det är minskad flexibilitet mellan spolen och tvärtråden vid kanterna.Med sammansvetsning av både spolen och tvärtrådarna finns det inga avskurna trådändar.
Chain Edge Driven Mesh
Tillsammans med ovanstående nätkantsfinish kan dessa nät drivas av sidokedjor med hjälp av tvärstänger som är placerade genom nätspolarna och sedan genom kedjor vid nätets kanter.Typerna av tvärstångsfinish på utsidan av sidokedjan är följande:

Med svetsad bricka
Detta är den vanligaste och mest ekonomiska finishen på ett kedjekantsbälte och består av ett centralt nät som bärs genom systemet med hjälp av kantkedjor med bärande tvärstänger genom både nät- och kantkedjor.Beroende på maskens tvärtrådsstigning kan tvärstängerna ta platsen för den genomgående tvärtråden i grundnätet.Tvärstängerna avslutas vid de yttre kedjekanterna med en svetsad bricka.

Med sax och bricka
Även om den är mindre ekonomisk, tillåter denna typ av montering kunden eller servicepersonalen att byta ut kantdrivkedjorna när nätet och stängerna fortfarande är användbara.Monteringen består av ett centralt nät som bärs genom systemet med hjälp av kantkedjor med bärande tvärstänger genom både nät- och kantkedjor.Tvärstängerna är avslutade på utsidan med ett borrat hål för att möjliggöra montering av en bricka och saxstift.Det tillåter också reparationsbyte av delar av bältet utan att behöva slipa av stavhuvuden och svetsa ihop igen.
OBS: För större breddstabilitet hos stänger till kedja är det normen, där så är möjligt, att förse tvärstagen nedvända för att gå genom kantkedjorna.
Olika andra stilar av kedjekantsfinish
Dessa inkluderar:-
a.Tvärstång svetsad i jämnhöjd med sidokedjans ihåliga stift.Detta är inte en föredragen standard men kan vara nödvändigt där bredden mellan transportörens sidoramar och andra strukturella delar skapar en begränsning där "svetsad bricka" eller "bricka & saxstift" inte kan användas.
b.Tvärstång svetsad genom borrat hål på inre plattor av rulltransportörkedjan.
Generellt finns de kedjekantdrivna bältena tillgängliga med 2 stilar av kantkedja: -

Transmissionskedja - har en liten rulle
Kedjekantssidoplattan kan stödjas antingen på en vinkelsidoram, eller med hjälp av en profilerad skena för att gå mellan sidoplåtarna och stöd på rullen.Alternativt kan den löpa utan kedjestöd där nätet stöds nära kedjekanten.

Transportörrullkedja – har en stor rulle.
Denna kedjekant kan stödjas på en slät kantslitremsa med kedjerullen roterande fritt längs transportörens längd.Kedjans rullverkan minskar kedjans slitage och minskar även driftsfriktionen vid denna punkt.
Metoder för körning
Friktionsdriven
Den vanligaste formen av drivning är det parallelldrivna rullsystemet i vanligt stål.Detta system är beroende av friktionskontakten mellan bandet och rullen för att säkerställa drivningen av bandet.
Variationer av denna drivtyp inkluderar eftersläpning av rullen med sådana material som gummi, friktionsbromsbelägg (för hög temperatur), etc. Användningen av sådana friktionslagrande material gör det möjligt att reducera den operationella drivspänningen i remmen, vilket ökar remmens livslängd.
Kedjekantdriven
Med detta bandaggregat tillverkas remnätets tvärtrådsstigning för att säkerställa att kedjekanten är det drivande mediet med remnätet som dras genom kretsen av kedjorna.
Standardmaterialtillgänglighet (endast mesh):
| Material | Maximal tråddriftstemperatur °C |
| Kolstål (40/45) | 550 |
| Galvaniserat mjukt stål | 400 |
| Krom Molybden (3 % Krom) | 700 |
| 304 rostfritt stål (1.4301) | 750 |
| 321 rostfritt stål (1.4541) | 750 |
| 316 rostfritt stål (1.4401) | 800 |
| 316L rostfritt stål (1.4404) | 800 |
| 314 rostfritt stål (1.4841) | 1120 (Undvik användning vid 800-900°C) |
| 37/18 Nickel Chrome (1.4864) | 1120 |
| 80/20 Nickel Chrome (2.4869) | 1150 |
| Inconel 600 (2,4816) | 1150 |
| Inconel 601 (2,4851) | 1150 |